-

上海戈岚孚来实业有限公司
主营:上海戈岚孚来实业有限公司 - 17717640203

上海戈岚孚来实业有限公司
主营:上海戈岚孚来实业有限公司 5
5
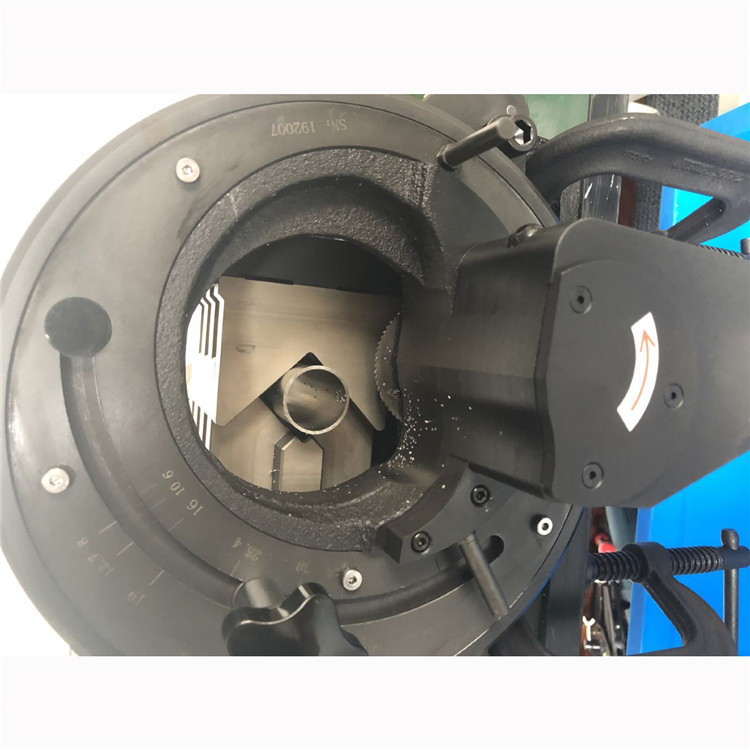
便携式切管机的特点:
1、轻便、小巧、可人工移动切割,价格便宜;
2、便携式切管机可以有效的提高材料的切割质量;
3、便携式切管机可以减轻工作者的劳动强度,提高劳动生产效率;
切管机是利用燃气配氧气进行金属材料切割的一种切割方式。可以切割很厚的碳钢,它的切割范围很广,可以切 6mm -150mm厚的钢板;火焰切割机的价格比较低,同时前期投进本钱也较低。
锅炉制造对切割工艺的要求;
1、切割工艺的质量要求:现在的锅炉制造行业已经放弃了原有的手工切割和仿形切割,切管机已经是锅炉制造行业不可或缺的切割伴侣。原有的手工切割生产效率低、精度差,不能切割复杂的图形;仿形切割必须提前手动做好模板才能切割,不能切割有直角的图形、切管机可以切割任何有直线和曲线组成的图形或异形件,切割迅速、效率高,运行稳定,精度高。数控火焰切割中、厚板材省时省力,切割的部件光滑刺,不需要进行二次加工;数控等离子切割薄板速度快、精度高、效率高,防热变形,可减少人工,可以进行共边切割减少切割线条,省时省料排好版后可进行仿真模拟。可定钢板任意角为原点、切管机的工件不存在精度低、质量差等问题,在切割过程中每道工序完成后,操作者又要严格检测。为下一道焊接工序做准备;
2、材料的选择:锅炉受压元件所用的金属材料和焊接材料的选用是锅炉制造过程中一个重要的环节,必须符合有关的国家标准和行业标准;
3、焊接工艺的质量要求:焊接是制造中的一种主要加工方法,如平板的拼接、筒节与筒节、筒节与封头的对接等,大多用焊接的方法完成。焊接是工业锅炉制造中一项主要的加工工艺方法,焊接质量的好坏,直接影响到锅炉的质量和安全运行。
切管机的切割精度的问题一直是庆源顾客们关注的问题,有的顾客认为切管机的价格越高就说明质量越好,精度越高,那么到底是不是这样子,下面就为大家介绍一下切管机的四大影响精度的因素。
1、激光光束的形状:激光器发出的光束为锥形,所以切出来的缝隙也是锥形,在这种情况下,厚度0.4MM的不锈钢就会比3MM的切缝小的多。因此,激光光束的形状取决于影响金属切管机切割精度的一大要素。在这种锥形的激光光束条件下,工件厚度越大,精度也就会越低,因此切缝越大;
2、切缝的幅面:当锥形的激光光束聚集在一起之后,此时的会越变越小,因此该激光切割的精度也变得越来越高,特别是切缝的幅面也就变得越来越小。在这个时候小的光斑可以达到0.01mm。这也是影响切管机切割精度的要素之一;
3、工作台的精度:若工作台精度不平或者其它原因也会导致高精度的激光切割效果;
4、工件材质:不同材质的切割精度也稍有不同。即使是同一材质,如果材料的成分不同,切割的精度也会有差异。因此,工件材质对激光切割精度也有一定的影响。
切管机发生热变形我们该怎么办:
虽然从热变形成因来说对切割过程中的细节及技术的把握是有效降低热变形影响的重要途径,但龙门式切管机厂家综合多家用户现场观察发现降低切管机热变形影响需内外兼修才能有显著的效果。在火焰切割和等离子切割过程中我们经常可以碰到切管机的热变形,为了减少割炬在行走时带来的热变形影响,很多企业的操作人员在处理这一问题时多将注意力集中在对切割过程的控制与把握上。
1、钢板表面的处理:正常情况下钢板从钢铁厂经过一系列的中间环节运到切割车间后钢板表面难免产生一沉氧化皮。或者钢板在轧制过程中也产生一层氧化皮附着在钢板表面。而且这些氧化皮熔点高且不容易燃烧和溶化,这不仅增加了预热时间还降低了切割速度,同时经过加热氧化皮四处飞溅较易对切管机的割嘴造成堵塞,从而降低了切割机割嘴的使用寿命,所以在切割前尽可能的对钢板表面进行除锈预处理;
2、切割工件前的处理及方法:常用的方法是抛丸防锈之后再喷漆防锈,然后将细小铁砂用喷丸机喷向钢板表面靠铁砂对钢板的冲击力除去氧化皮,再喷上阻燃导电性好的防锈漆;
3、热变形的控制:在切管机实际的切割过程中由于对钢板的不均匀的加热和冷却,材料内部应力的作用将使被切割的工件发生不同程度的弯曲或移位从而表现是形状扭曲和切割尺寸偏差。由于材料内部应力不可能平衡和完全消除所以我们只能采取一些措施来设法减少热变形。